When we talk about welding, even minor welding defects can cause significant problems. These flaws can ruin the image and credibility of the organisation. Moreover, it leads to expensive and time-consuming repairs.
By any chance, are you facing the same problem of unexpected breaks, weak joints, or failed inspections? Don’t worry, this guide aims to help you in the same case. We will discuss the 10 most common welding defects, their causes, and how you can fix them, making you confident in your work. Let’s start right now!

1) What Are Welding Defects?
Welding defects are the flaws that may appear in a welded joint. These flaws can impact the weld’s strength, safety, and aesthetics. Ineffective techniques, unclean equipment, or incorrect tools could lead to these flaws at any stage of the welding process.
A variety of defects can occur; these include visible and hidden faults. While some cracks are easily noticeable, others are concealed and require specialised tests to identify. And, such hidden weaknesses pose a threat as they render a weld joint fragile without detection.
Notice that these defects can appear in all types of welding, for example, MIG, TIG, or stick welding. For example, not cleaning the metal, working in bad weather, or using too much or too little heat are common faults and defects.

Although these problems are common, there are still ways to avoid and fix them ( we will learn in detail in the coming section of this blog). Today’s manufacturers have advanced machines that reduce the chances of errors. Koonze Model, for instance, provides steady results and helps prevent many common welding issues.
If you really want to resolve weld defect issues, it is important to know how defects occur. In the following sections, you will understand the importance of weld defects and why they require serious attention. Then we will move toward understanding each defect with functional solutions for each. Keep reading!
2) Why Welding Defects Matter?
A clear gap or crack in a weld may seem small at first, but structurally, it can weaken the entire architecture. Yes, this is exceedingly dangerous in construction, shipbuilding, or automotive because these sectors need utmost safety.
Apart from this, defective welds can lead to equipment failure, accidents, or injuries. Faulty welds on pressure tanks or bridges can lead to serious damage. Therefore, these products must be thoroughly inspected and diagnosed with issues before they can be termed ready for usage.
Defects in welds not only pose safety hazards, but they can also be damaging to your reputation as a manufacturer or welder. You know a customer’s expectation is a clean, strong, and dependable weld. Any defects found can lead to a loss of trust, and you can also face delays, rework, and extra costs due to fixing the faults.
Taking assistance from an expert team like Koonze Model may prove beneficial, as it will reduce the chances of welding faults and defects because Koonze Model offers better control and precision. Well, it will enhance the consistency of the weld quality, which saves both time and money.
3) 10 Common Types of Welding Defects
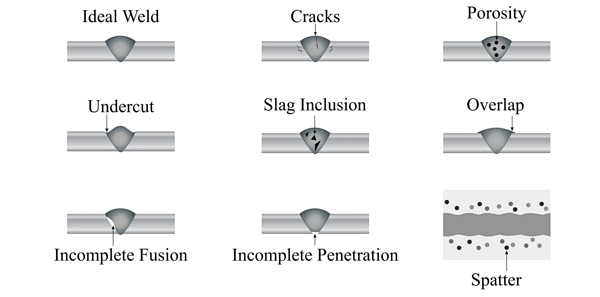
Welding defects lower the strength and quality of the weld, and they arise either during or post-welding, either on the surface or buried deep within. Detecting these issues early on allows you to prevent costly repairs or dangerous failures. Here’s a welding defects list, and the methods you can employ to prevent or fix them.
i) Cracks
Cracks are one of the most dangerous welding defects. They may form before, during, or after welding, and they tend to propagate over time. These breaks in the weld undermine the integrity of the whole structure.
And, cracks can be superficial or internal, which makes them difficult to detect without proper examination. If left unaddressed, they may propagate under load, resulting in complete failure in critical applications such as pressure vessels or structural frames.
Types: Hot cracks (appear during welding at elevated temperatures), cold cracks (form after the weld has cooled), and crater cracks (develop at the ends of a weld bead).
Causes: Excessive residual stress, poor joint configuration, substandard cooling methods, and contaminated materials or damp materials.
How to fix: You can fix it via proper joint design, preheating of parts to be welded, thorough surface cleaning, and by controlling the rate of cooling. Moreover, employ appropriate filler metal and welding technique.
ii) Porosity
Porosity may be the result of gas bubbles that are trapped within the weld as it solidifies. This creates voids that can weaken the weld over time. Gases can form from surface contaminants, moisture, or improper shielding gas flow. It’s a fact that porosity goes undetected with visual or radiographic inspection, but negatively impacts the weld’s aesthetics and strength.
Causes: Contaminated metal, damp electrodes, excessive arc length, and unstable shielding gas.
How to fix: Its solution is hidden in base metal cleaning, storage of electrodes, and adequate shielding gas coverage. Moreover, cleaner setups and tighter shielding that reduce porosity are ensured by utilising high-quality prototyped fixtures and parts from full-service manufacturers such as Koonze Model, which offers CNC precision machining, sheet metal work, vacuum casting, and other services.
iii) Lack of Fusion
Lack of fusion is when the weld material does not sufficiently melt and integrate with the base metal or prior weld passes. This creates inadequate bonding that may lead to the weld failing under tension. The defect might appear normal externally, but it is likely to fail under high stress, especially in heavy-duty scenarios like pipelines or construction.
Causes: Surface cleanliness/ cleanliness of a surface, incorrect angle of electrode, insufficient heating, and incorrect welding technique.
How to fix: Joint angle correction, joint cleanliness, and heating improvement.
iv) Lack of Penetration
Lack of penetration is defined as the weld failing to achieve sufficient depth in the joint. It may affect the external appearance. It, however, diminishes considerably the strength of the weld and increases the likelihood of failure. This poses a danger in important applications like pressure vessels and bridges.
Causes: Insufficient electric current, poor design of the joint, and high speed of travel.
How to fix: You can fix this by increasing power, correcting the joint design, and minimizing the speed.
v) Slag Inclusions
Slag inclusion is a defect occurring at the weld site due to the presence of non-metal substances such as flux or slag, which become trapped and solidify. Slag inclusions are detrimental because they diminish the strength of the weld and act as stress raisers.
You know? This defect is very common in stick and flux-cored arc welding, especially when there is no proper post-pass cleanup yes.
Causes: Poor slag removal, incorrect electrode angle, or wrong heat setting.
How to fix: You may find the solution if you control the current and the arc.
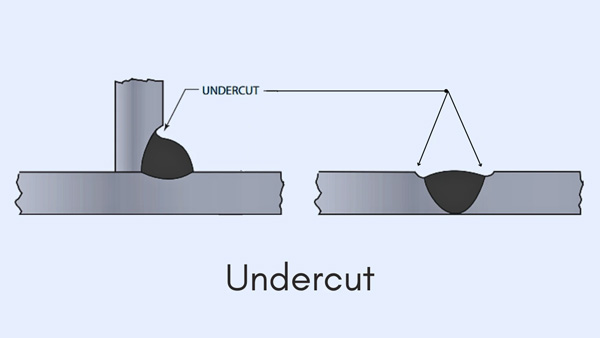
vi) Undercut
An undercut is identified as a depression or groove and is formed from the melting of base metal without sufficient weld metal fill, leaving a gap beneath the weld bead. Although small, undercuts significantly reduce the load-bearing capability of the weld. While they are visual imperfections, undercuts can diminish structural integrity since they create a weakness that can fail under tension.
Causes: Excessive heat, high voltage, and fast travel speed.
How to fix: Just maintain a stable torch movement the time when you are reducing arc voltage and current, and it will be fixed.
vii) Overlap
This defect occurs when excess welding metal flows past the weld toe without bonding to the base metal. And, this causes a lump that remains on the surface and does not fuse properly. While this may not always significantly weaken the structure, it can create stress concentration.
Causes: Excess filler metal, incorrect angle, and low travel speed.
How to fix: Correct angle, avoid overfilling, and maintain a steady travel speed.
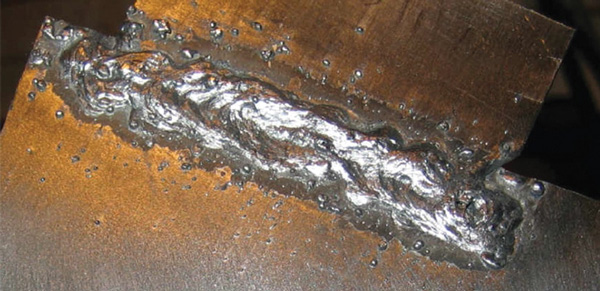
viii) Spatter
Tiny droplets of molten metal that are scattered around the welding area are referred to as spatter. These droplets adhere to nearby surfaces, making the weld appear messy. Spatter does not always weaken the weld, but it usually results in additional damage cleanup around the components. This is often an indication of incorrect settings or technique.
Causes: High current, incorrect arc length, or dirty surfaces.
How to fix: Increased current, lengthened arc, and unclean base metal. Spatter is minimal with modern machines. Koonze Model hashave machinery equipped with all the necessary features to avoid any welding failure. Get a Quote from Koonze right now!
ix) Distortion
Distortion is one of the most common faults and defects from welding that occurs in large assemblies. It is caused by uneven heating and cooling during the welding process, which leads to the unwanted bending or warping of metal. While it can lead to misalignment and a poor fit-up in any case, it is especially problematic with thin sheets.
Precision projects are particularly sensitive to this issue since any form of distortion can damage the final product and necessitate expensive reworking.
Causes: Incorrect order, inadequate clamps, poor, unbalanced welds, and excessive heat.
How to fix: Careful planning of the welding order, along with firm clamping, adequate tack welds, balanced heat input, and careful planning of the sequence, will all help with prevention.
x) Burn-through
Burn-through occurs when excessive heat is applied. It can be best described as the melting of the weld past the base metal, resulting in openings or gaps. While it is more common when welding thin metals, burn-through can happen on thick metals, too. This defect not only weakens the weld but can also cause leaks in vessels under pressure as well as piping systems.
Causes: Slow travel speed combined with excessive current or use of thin materials.
How to fix: Support with a backing bar or chill strip, along with reducing the overall heat input and increasing the speed, helps prevent burn-through.
4) How to Inspect and Detect Welding Defects
Welding defects can compromise safety, performance, and quality, which makes early detection very important. While some defects are visible, others are concealed within the welds and require specific techniques to locate. Depending on the criticality of the part, there are different ways to inspect welds.

Visual Inspection (VT)
This is the most straightforward and frequently used inspection method. It entails checking welds with the naked eye or through magnifying glasses. Visual inspection is useful to identify surface irregularities such as cracks, porosity, undercutting, and spatter. A skilled inspector will also evaluate the weld dimensions, contour, and finish.
Radiographic Testing (RT)
This technique, as the name suggests, utilises X-rays and gamma rays to look through the weld. It is capable of detecting internal defects such as porosity, slag inclusions, or lack of fusion. Radiography creates a film (radiograph) of the part, which displays the internal defects without any destructive actions.
Ultrasonic Testing (UT)
Defects located beneath the surface can be examined using high-frequency sound waves. Any existing flaws in the components will alter the way the sound waves are reflected back. Ultrasonic testing is ideal for thick materials, deep cracks, and penetrations.
Magnetic Particle Testing (MT)
This technique is applicable to ferromagnetic materials. A magnetic field is generated, and iron particles are dusted over the weld. These particles cling to outer fissures and subsurface flaws, thereby revealing them.
Dye Penetrant Testing (PT)
Surface cracks in non-magnetic materials can be detected using PT. A colored dye is put on the weld, and after a certain period, it is removed. Then, a developer is applied, which draws out the dye from the cracks, thus highlighting the flaws.
The selection of the method stems from the material, usage, and desired level of quality assurance.
5) Tips for Preventing Welding Defects
It is always better to prevent, rather than fix. Using the right strategies, tools, and techniques makes it easier to manage many issues with how you weld. Here are some simple and effective guidelines that will help you avoid common welding faults and defects.
- Clean the Work Surface: Always begin with a clean work surface. Prior to welding, clear any rust, oil, paint, moisture, and dirt. Yes, contaminants can result in porosity, slag inclusions, and weak welds.
- Use the Right Welding Parameters: Set the current and voltage carefully according to the specific material type and thickness. Incorrect settings often lead to undercut, lack of fusion, or burn-through.
- Choose the Right Filler Metal and Electrode: Always match the base filler material and electrode with the base material to avoid cracking or weak bonding.
- Maintain Proper Technique: An uneven torch angle leads to spatter, overlap, and sometimes, incomplete fusion.
- Avoid Overheating: If you need to minimise distortion or prevent burn-through, adjusting heat input is very important.s.
- Preheat When Necessary: High-carbon steels benefit from preheating because it helps reduce cracks, ensures strong fusion, and allows for slower cooling.
- Use Quality Equipment: Having reliable equipment reduces spatter, key to avoiding defects.
- Inspect Between Passes: Multi-pass welding requires the inspection and cleaning of each layer to avoid slag inclusions or weak bonding.
Use the right tricks and gear, and your welds can come out strong, neat, and almost defect-free. Yet when accuracy and safety are on the line, handing the job to a pro welding service provider usually pays off; it gets you steady quality, skilled hands, and long-lasting results.
6) FAQs about Welding Defects
1. Can you spot welding flaws without wrecking the part?
Definitely. Techniques like ultrasonic, magnetic-particle, and dye-penetrant tests reveal hidden or surface cracks while leaving the weld and its neighbours intact.
2. Are all welding flaws a safety risk?
Not every defect spells danger, yet even small pits or voids can hurt strength, looks, or service life. In mission-critical roles, a thorough review guards against unplanned failures and expensive fixes.
3. What’s the smartest route to clear quality in high-volume welding?
Reliable scale welding follows approved procedures, trains crew well, and uses automation where it makes sense. Turning to pros such as the Koonze Model also locks in quality in high-volume welding.
4. How can the lack of fusion be prevented?
Preventing lack of fusion involves adequate heat to the base metal, cleaning the base metal, proper torch angles, and slowing down travel speeds. Consistent arc control helps ensure adequate bonding within joint layers.