Due to hidden defects in metal casting, parts can ruin their stability and functionality. If you are also exhausted from weak joints, unexpected cracks, or warped components appearing post-casting, know you’re not alone. In this guide, we will explain the most common defects of casting, their root causes, and preventative measures. So, keep reading!

1) What Are Defects in Metal Casting?
Achieving the perfect shape during the pouring of molten metal into a mold is the desired outcome. However, problems may occur during this stage; these problems are known as casting defects. Yes, casting defects occur during the casting phase and cause problems with the shape, size, strength, or aesthetic appeal of the metal part.
In the metal, you may observe cracks, rough surfaces, gaps, or even portions that are completely absent. These issues may compromise the product’s structural integrity or render it unsafe for use. That’s why understanding the causes of these defects is essential in knowing how to prevent them.
Various casting defects are classified. Some of the more common ones are porosity (small holes within the metal), shrinkage (size reduction), cracks, misruns (failure to fill the mold), and inclusions (foreign particulates embedded within the metal). We will discuss all these defects in detail in the coming sections of this blog.
2) Why Do Defects in Metal Casting Occur?
When producing parts from metals using casting, things are expected to go as planned. Let us analyse some of the common causes of these defects.

- Poor Mold Design: Incomplete, rough-surfaced parts or air pockets can result when molten metal does not flow uniformly to all sections due to improper mold design. Every section of the design must permit smooth access to the metal to enable complete filling.
- Lack of Venting: In a casting, bubbles and holes can only be formed due to trapped air and gases. Providing the necessary vents ensures that the gases are not allowed to interfere with the creation of the final product.
- Wrong Pouring Temperature: In metal casting, the temperature must be controlled. Insufficient heating of metal will lead to incomplete filling of the mold, while overheating will lead to damage to the mold itself. Both strategies will create weak points and misruns.
- Impurities in Metals: Inclusions are usually created from dirtier and impure metals. These impurities include: dust, rust, or slag. Inclusions weaken and negatively impact the visual appearance of the final product.
- Improper Pouring Method: Casting defects can be a result of errors during the pouring stage. Yes, pouring too quickly creates air pockets, while slower pouring fills the mold unevenly. So, a smoother and more consistent pour is best.
With the appropriate inspection of the materials, tools, and processes, stronger, smoother, and more reliable metal parts can be produced.
3) Common Types of Casting Defects (Causes and Remedies)
The process of metal casting is intricate. Pouring or cooling too quickly can lead to serious flaws in the final component. These flaws are known as defects, and they compromise a product’s strength, appearance, and performance. Here, we delve into types of metal casting defects, explaining causes and remedies.
A) Gas-Related Defects
“Gas metal casting defects form when mist, moisture, dampness, or rapidly poured molten metal into a mold leads to excess hydrogen, air, or carbon dioxide being trapped in the metal.”
These gases result in pores or bubbles trapped within the metal. And, these defects are often encountered in sand casting and die casting processes, particularly when proper venting or drying is not done.
Let’s look at the most prominent gas-related casting defects.
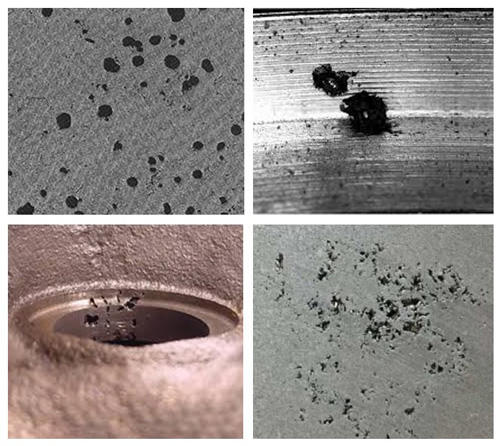
- i) Gas Porosity
Gas porosity is one of the common defects in metal. These are the gas pockets that are formed within the metal. These pockets can be found on the surface or encapsulated inside. In extreme situations, these gas pockets transform into sponge-like cavities within the casted part.
- Types of Gas Porosity:
Blowholes: These are large circular voids that are situated just beneath the skin of the cast. They are sometimes not visible until machining takes place.
Open Holes: Blowholes that penetrate the surface of the cast are referred to as open holes, and these are easily visible to the naked eye.
Pinholes: These are small gas bubbles that are usually less than 2mm in diameter. Most of the time, they appear in clusters.
Causes:
-
- Presence of water in the mold or cores;
- Poorly designed mold;
- Gas-producing binders or coatings;
- Air trapping due to turbulent pour;
Remedies:
- Ensure molds and cores are dry before pouring.
- Utilise low-gas binders and coatings;
- Proper venting systems should be added.
- Hydrogen and other gases should be removed from the molten metal (degassing);
- Use ladle and melt treatments like argon purging or fluxing;
At Koonze, the risk of porosity is greatly mitigated through the use of specialised vacuum casting systems and real-time monitoring. Precision degassing and process simulations are performed to ensure that structural and cosmetic requirements are met for the final parts.
B) Defects from Shrinkage
“When metal is poured into a mold, it undergoes a cooling phase, which results in solidification and shrinkage. If this process is not managed carefully, imperfections will arise in the final casting.”
These impurities typically appear as holes, voids, or even fractures within the casting or its surface layer. Point to be noticed here is that the shrinkage defects reduce part strength, diminish finish quality, and compromise overall integrity.
- i) Shrinkage Cavities
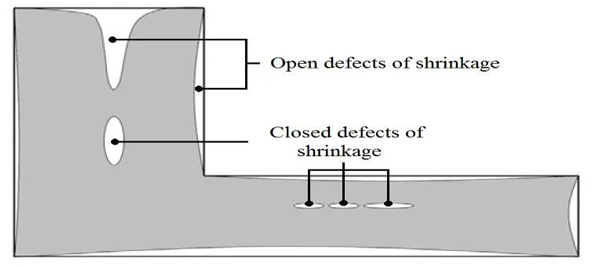
Shrinkage cavities are the voids that form as a result of the loss of volume material during the solidification process. These shrinkage cavities can be classified as open and closed, depending on whether they are visible on the surface of the casting or not.
- Types of Shrinkage Cavities:
Open Shrinkage Cavities: As the name suggests, open shrinkage cavities are available as holes and depressions that are formed on the surface of castings, particularly in thicker regions as well as around risers.
Closed/Internal Shrinkage Cavities: As the designation suggests, closed or internal shrinkage cavities are not visible from the exterior of the casting. Because these features are concealed from plain view.
Causes:
-
- Erroneous geometrical design of the riser, including misalignment and poor positioning;
- Deficiency in the volume of the molten metal contained in the mold reservoir during the solidification process;
- Inadequate symmetry of the wall thickness in the casting structure;
- Localised excessive rapid cooling within a casting section;
Remedies:
- Position rising feeds correctly within the casting to enable proper feeding of molten metal into the shrinkage zones;
- Lower the cooling rates of thick sections to control chill-induced stiffness with the aid of chill blocks;
- Consistent wall thickness through the entire casting contour;
- Regulate the temperature of the liquid metal during pouring to control solidification in the casting.
- Adhere to the appropriate principles of directional solidification by cooling metal from thin sections to thick sections.
- ii) Microporosity
Microporosity refers to small, sponge-like pores that develop in a confined region as a result of localised shrinkage. These types of defects usually develop in the last solidified portions of the metal, which do not have any extra metal to flow into them.
Microporosity remains undetected; however, it can greatly impact the strength and density of the casting, especially in alloys such as aluminium and magnesium.
Causes:
-
- Inadequate feeding in the last solidification zones;
- Rapid cooling that entrains air or prevents feeding;
- Unevenly solidifying alloy composition;
- Low permeability of the mold material.
Remedies:
- Improve the feeding system and incorporate smaller secondary feeders.
- Use finer sand or other mold materials with better permeability.
- Modify alloy composition to ensure even solidification.
- Apply heat treatment for uniform structure (for some materials).
iii) Pipe Defects (Shrinkage Pipes)
A pipe defect is a cavity that is funnel-shaped, which appears in either the riser part or in casting as a result of volumetric shrinkage during solidification. It’s called a pipe due to its shape, and it frequently occurs in the middle of a thick section or close to the neck of the riser.
This is one of the most notable shrinkage-related defects found in heavy castings.
Causes:
-
- The incorrect placement or sizing of a riser.
- Overlong solidification time in thicker regions.;
- Insufficient feeding of the metal during the final solidification phase.
Remedies:
- Change to larger or better-insulatedbetter insulated risers that maintain them in a liquid state for longer.
- Exothermic sleeves or insulating materials may be used to slow down riser solidification.
- Increase the neck of the riser to improve feeding restriction.
C) Defects Related to the Mold
Metal casting defects related to the mold stem from the preparation of the mold, handling, and dismantling during casting. Such defects result in marks and rough surfaces as well as unwanted particles in the casting.
- i) Sand Inclusion
Sand inclusion occurs when loose sand particles break away from the mold and become encapsulated within the molten metal. Sand inclusions result in rough-surfaced or cavity-shaped protrusions in the casting surface.
Causes:
-
- Poorly bonded mold sand;
- Sand with insufficient ramming composition;
- High turbulence of metal during pouring.
- Mold breakage while being moved.
Remedies:
- Increased compaction leads to better correction.
- Improved mold pouring reduces its turbulence.
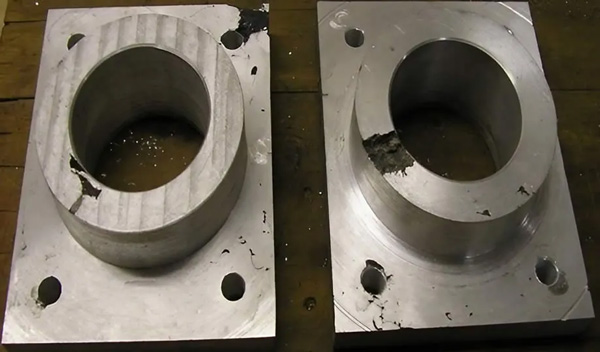
- ii) Runout
Runout refers to the phenomenon of metal runout, where there is an overflow of molten metal in the mold before it completely cools. It results in incomplete castings and scrapped castings, which in turn lead to wastage of resources.
Causes:
-
- The groove of the mold or division surface has gaps.
- The mold is not assembled or sealed properly.
- The mold is open.
Remedies:
- Do not design complex patterns to promote smoother surfaces.
- Add structural elements to reduce dead volume.
- Increase the temperature during pouring.
iii) Rat Tails
Rat tails refer to scratches or seams thatwhich are thin and long. It’s a result of the expansion of the mold through the pouring process and is often associated with improperly designed molds.
Causes:
-
- A very rigid or difficult layer on top of the mold;
- Low allowance for expansion in the overall design of the mold;
- Excessively high temperature in the pouring process.
Remedies:
- Adopt the use of sand molds and appropriate binders;
- Design better and incorporate expansion joints for better performance.
- Regulate the pouring temperature to within prescribed limits.
- iv) Fusion
Fusion defects occur when some sections of the sand mold are melted or fused with the casting surface.
Causes:
-
- High pouring temperature;
- Low melting point additives in mold;
- Weak sand mix or low refractoriness.
Remedies:
- Lower pouring temperature within safe limits;
- Use high-quality, heat-resistant sand.
D) Defects Caused by Metal Flow
Metal flow-related defects result from problems when the molten metal does not adequately fill the mold cavity either smoothly or fully. Usually, these problems are associated with poor gating design, low temperatures of the metal, or flow interruptions. Let us look at some of these cases.

- i) Cold shut
A cold shut is defined as a casting defect characterised by a line or weak seam on the surface of the casting. Two streams of molten metal flow together but fail to fuse completely. This creates a weak area in the metal that is susceptible to cracks or breaks during usage.
Causes:
-
- Insufficient fluidity of molten metal;
- Low pouring temperature;
- Interrupted or sluggish metal flow;
Remedies:
- Elevate the pouring temperature to improve metal flow;
- Modify the gating system for better metal flow.
- Avoid sharp angles and thin sections in casting design.
- ii) Misrun
A misrun is defined as a failure to fill the mold with molten metal due to solidification occurring too early. This phenomenon results in an incomplete shape with missing components or edges.
Causes:
Metal solidification is too rapid for some areas within the mold;
Low pouring temperature;
The pouring rate is slow.
Remedies:
- Literature to maintain a liquid state longer;
- Increase the pace of pouring.
Koonze’s misrun prevention measures include optimised mold design and flow simulations, particularly for precision components. Well, the control of process parameters, combined with high-performance alloys, facilitates complete metal filling during casting.
iii) Cold Shots
Cold shots are small, rounded metal beads found on the surface of the casting. They result from the early solidification of metal droplets before merging with the molten metal. These droplets become trapped and result in weak areas.
Causes:
-
- Splash during pouring;
- Over-vibration in the mold cavity;
Remedies:
- Avoid excessive metal splash by pouring gently and uniformly;
- Prevent solidified droplets from entering the mold cavity using filters.
Koonze Model avoids cold shuts in critical components by performing mold flow simulation analysis, which helps design optimised gating systems. This analysis enables designers to achieve consistent and complete filling of the molds without turbulence or dead zones, even in highly intricate parts.
E) Metallurgical Defects
Metallurgical defects are the underlying concerns that arise from the internal composition or structure of the metal. These flaws often stem from poorly controlled alloy selections, temperature management, chemical processes during solidification, or even reactions during solidification.

- i) Hot Tears
Hot tears are fractures that occur in the casting while the metal is undergoing cooling and contraction, but cannot shrink freely.
Causes:
-
- A rigid mold that does not permit natural shrinkage;
- Uneven cooling;
- Alloys lacking high-temperature ductility.
Remedies:
- Adjust the casting geometry to improve sharp corner stress points.
- Control coolant temperature to alleviate internal stress.
- Select alloys that resist hot tearing more.
- ii) Hard Spots
Hard spots are distinct spots located in a casting. Such areas can result in problems during machining operations. These problematic regions may also result from uneven wear during operation.
Causes:
-
- Mistakes in the alloy mixture
- Overly rapid cooling in some regions of the mold.
Remedies:
- Use alloys in an appropriate mix and free from contaminants.
- Control the temperature of the mold for uniform cooling;
- Post-casting treatments to decrease hardness differentials are effective.
4) FAQs
1. How do I find hidden flaws in a casting before machining or assembly?
Run non-destructive tests such as X-ray, ultrasound, or dye penetrant work; these methods reveal internal cracks, gas pockets, or foreign metal without cutting or bruising the part.
2. Are certain casting methods heavier on defects than others?
Yes, sand and die casting tend to trap more gas and surface flaws, while investment casting usually produces cleaner, smoother pieces because its molds are made and controlled more tightly.
3. What part does alloy choice play in minimising flaws?
Every metal cools and shrinks in its own way, so picking the right alloy can cut the odds of hot tears, porosity, or uneven solidification of a cast component.
5) Conclusion
No doubt, defects in casting are likely to influence the quality, strength, and aesthetics of the machined components. Knowing the types of casting defects, such as gas porosity, shrinkage cavities, or mold damage, enables early problem detection and corrective action.
If you want to achieve reliable outcomes with minimal defects, the Koonze Model is a good option, as our sophisticated casting techniques guarantee quality at every step of the process. Get a quote right now!