The types of metal casting are increasing in number day by day. So, picking a metal casting method can seem daunting when you’re juggling part specs, costs, and lead times. A poor match can waste materials, ruin surface finish, or push delivery beyond your deadline.
This article walks you through the most common processes so you can skip the guesswork and choose wisely the first time. Let’s clear the clutter and connect your project with the casting style that fits it best.

1) What Is Metal Casting?
Metal casting is a process in which liquid metal turns into solid parts by pouring it into a mold and letting it cool. When the metal hardens, it takes on every detail of the mold cavity, forming a nearly net shape. This technique dates back thousands of years and remains one of the simplest yet most powerful ways to produce intricate metal objects.
Well, casting works for components of almost any size, from tiny brackets in a smartphone to heavyweight engine blocks. And, your choice of mould-sand, steel, ceramic, or another material depends on the part geometry, required finish, and production volume. Generally speaking, everyday choices are aluminium, iron, steel, bronze, and zinc.
Each alloy brings its list of traits, whether you need toughness, heat resistance, or simple light weight. For that reason, what metal you use matters as much as the casting method itself.
Firms often turn to casting when tight tolerances or high repeatability are on the table. Companies like Koonze Model, for instance, use state-of-the-art casting models to deliver accurate, dependable metal parts faster and at lower cost.
Next, we will walk through the leading metal casting methods and show what each one does best.
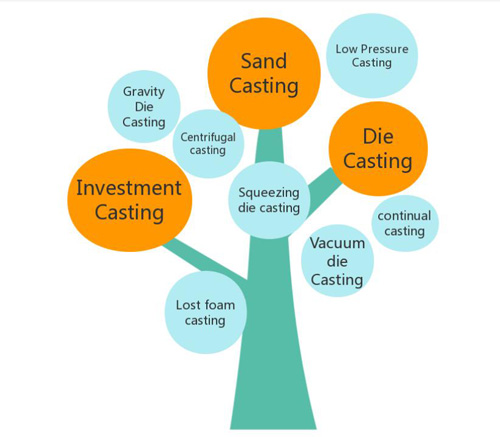
2) Main Types of Metal Casting
Now that the idea of metal casting is clear, let’s look at the different types of metal casting. Each method comes with its own set of strengths and quirks. The right pick depends on your parts’ shape, size, material, and the number of pieces you need.
Some methods shine when you need lots of identical parts. Others step up for big, heavy, or simply scarce components that don’t show up on every line. Knowing the details of each approach helps you link the right tool to the job.
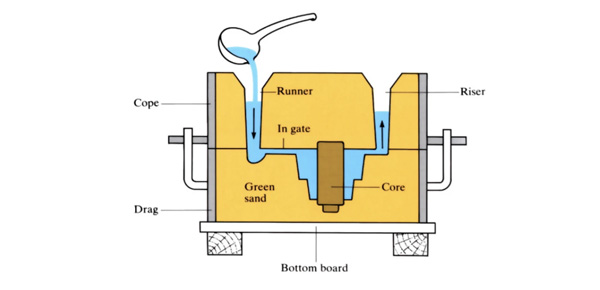
i) Sand Casting
Sand casting is one of the oldest and still most adaptable metal-shaping methods. In this casting method, the mold is made up of silica-based material or sand grains. And, it is made of two parts, one upper and the other lower ( cope and drag). You just have to pour metal into the cavity and break the mold apart once the metal hardens.
- Advantages:
Cost-Effective: Sand itself is cheap, reusable, and forgiving to shape. That keeps tooling bills down, making the process sensible for quick prototypes or short production runs.
Handles Heavy Parts: The mold can carry immense weight, so it suits massive pieces such as engine blocks or machine bases.
Wide Material Use: Almost any foundry metal-aluminium, bronze, even cast iron-can be poured into a sand mold without fuss.
- Applications:
Engine Blocks: Robust, heat-resistant components that host intricate cooling passages.
Pump Housings: Thick, pressure-tight shells that keep water and oil systems moving.
Heavy Machinery Frames: Large, durable boxes that form the backbone of tractors and site equipment.
ii) Die Casting
Die casting forces hot metal (non-ferrous metals and alloys, like zinc, copper or aluminium) into a precision steel mold at high pressure. The method delivers speedy, repeatable output and is a natural fit for parts that demand narrow tolerances and mirror-like surfaces.
- Advantages:
High accuracy: Parts fit together exactly, every time.
Fast production: Molds fill in seconds, pushing out large runs quickly.
Good surface finish: Parts need little polishing or extra machining.
- Applications:
Electronic enclosures: Tough, compact shells for phones and circuit boards.
Automotive brackets: Lightweight metal components.
Kitchen appliance parts: Smooth, sturdy pieces for blenders, mixers, and more.
iii) Investment Casting
It is one of the important types of metal casting processes, in which you just build a wax pattern, coat it in ceramic, and then melt the wax away. The empty shell gets filled with liquid metal, creating tight, intricate forms that cool to a fine finish.

- Advantages:
Excellent detail: Sharp corners and tiny logos show up without loss.
Smooth surface: Most parts arrive at the assembly line without any finishing errors.
Types of casting materials: Alloys, nickel-based blends, and other tough metals run smoothly.
- Applications:
Aerospace parts: Engine mounts, turbine blades, and other weight-saving shapes.
Orthopedic implants: Customized knees, hips, and screws that match a patients build.
Luxury watch components: Beautiful, precise gears and cases for high-end timepieces.
iv) Centrifugal Casting
A mold spins fast around its axis, while metal is poured into this rotating mold. Due to centrifugal force, air pushed the molten metal outwards ( towards the walls of mold), ultimately forming the parts in mold design. Well, the result is strong, cylindrical sections with fewer inclusions, perfect for pipes, bushings, and rings.
- Advantages:
Dense and Tough Parts: Perfect for jobs under heavy pressure or wear.
Few Defects: Spinning pushes out air pockets and trapped impurities.
Great for Tubes: The leading method for seamless rings, pipes, and cylinders.
- Applications:
Hydraulic Cylinders: Strong, dependable tubes for lifting and pressing rigs.
Pipe Fittings: Round, leak-proof parts that withstand pressure.
Industrial Rollers: Weighty rollers used in printing and production lines.
v) Permanent Mold Casting
Metal molds that get reused again and again. It beats sand casting for strength and precision, especially with aluminium, magnesium, and other non-ferrous alloys.
- Advantages:
Reusable Molds: Cuts setup time and costs across many casts.
Better Strength: Finer grain and fewer voids make parts tougher.
Smooth Surfaces: Most castings need little or no machining.
- Applications:
Automotive Wheels: Lightweight yet sturdy aluminium wheels.
Propellers: Tight-tolerance blades for small boats.
Streetlight Frames: Decorative, rugged enclosures for outdoor lights.
vi) Shell Molding
A thin shell of resin-sand forms the mold, giving a better finish and fit than ordinary sand molds.
- Advantages:
High Precision: Parts drop out with tighter dimensions.
Smooth Finish: Cuts cleaning and machining time.
Faster Cooling: With a thin outer shell, the liquid metal chills and hardens far faster.
- Applications:
Transmission Gears: These parts must mesh quietly and move without slack.
Manifolds: Engine components that carry coolant or oil through internal passageways.
Hardware Tools: Items such as wrenches that need a precise, ergonomic form.
vii) Vacuum Casting
Okay, in this process, you just have to mix the metal, pour it into a mold, and then pull a vacuum. The suction drags the liquid into every nook, leaving almost no air holes. This method shines when the part is fragile, finely detailed, or made in very small batches for testing and high-end work.
- Advantages:
Minimal Defects: Removing gas before the metal cools cuts voids, bubbles, and porous spots.
Excellent for Thin Walls: Suction pulls the alloy into narrow slots or odd shapes that gravity ignores.
Fast Prototyping: You can turn around a handful of trial pieces almost overnight.
Koonze Model also offers custom vacuum casting services with tolerance of ± 0.03 mm. And, your prototype will be delivered in 3 days.
- Applications:
Medical Devices: Found in clamps, scalpel handles, or sensors where sterility and tight specs matter.
Consumer Prototypes: Perfect for showing product feel before committing to tooling.
Electronics Casings: Makes snug shells for boards, displays, or tiny modules.
viii) Plaster Mould Casting
In this method, instead of sand, the mold is a rigid plaster shell. Plaster catches finer detail and leaves a surface that feels almost polished. It shines with low-melting metals such as aluminium, magnesium, or zinc when the run size is small.
- Advantages:
Very Fine Detail: The method picks out tiny surface lines that sand or shell molds usually blur.
Smooth Surface Finish: Castings often come out so smooth that they need little or no follow-up polish.
Low-Cost Tooling: Molds are fast to make and inexpensive, giving designers quick flexibility.
- Applications:
Aircraft Interior Components: Lightweight parts show clean finishes for seats, stowage, and other cabin fittings.
Decorative Hardware: Custom knobs, handles, and trim brighten every cockpit or home.
Precision Enclosures: Smooth aluminium housings protect sensors and lab instruments.
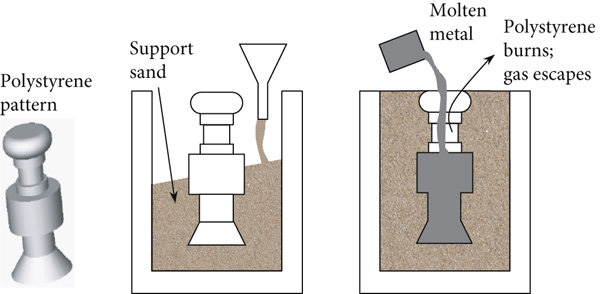
ix) Lost Foam Casting
The lost-foam technique starts with a foam pattern buried in sand. When hot metal fills the mold, the foam vaporises in seconds, and the liquid takes its shape. Because the entire form is made in one step, makers can produce very complex components.
- Advantages:
No Mold Separation Lines: The single-box design stops flash and seam defects common in multiple-part molds.
Low Waste and Cleanup: The foam burns clean, leaving behind a sound metal copy with minimal trimming.
Good for Complicated Shapes: By merging parts into one cast item, manufacturers cut assembly time and errors.
- Applications:
Automotive Engine Blocks: Large, detailed housings are cast as a single block to boost engine power and efficiency.
Compressor Housings: Helpful in making parts that require internal passages and a zero seam.
x) Squeeze Casting
Squeeze casting is a method that blends conventional casting with forging. After the liquid metal fills the mold, powerful pressure is applied while it cools. This action tightens the crystal structure, producing parts with great strength and nearly no hidden flaws.
- Advantages:
High Strength and Density: Lower porosity and tighter grains make the parts much stronger than ordinary castings and almost as tough as forged items.
Great for Thin-Walled Parts: The pressure forces metal into even the narrowest channels, so walls can be extremely thin yet still solid.
Excellent Surface Quality: The process leaves fewer inclusions, yields smooth surfaces, and cuts down on later machining.
- Applications:
Brake Callipers: Hard, compact pieces that endure heat and repeated stress.
Steering Knuckles: Vital suspension elements that bear heavy loads and impact.
Power Tool Housings: Light, strong shells that protect motors yet feel easy in the hand.
xi) Continuous Casting
Continuous casting creates endless lengths of metal rods, slabs, and billets. Hot liquid metal pours into a mold, solidifies as it slides onward, and is sliced at the end. The whole thing runs fast, saves energy, and is a go-to step for making raw stock.
- Advantages:
Consistent Quality: Each piece shares the same crystal pattern and shows almost no defects.
Cost-Saving: Less scrap and lighter labour keep the price of primary meta in control.
- Applications:
Steel Billets: Used in rolling mills to create beams, tracks, and pipes.
Copper Wire Rods: Drawn into the cables that wire homes and factories.
Aluminium Bars: Cut into brackets, heat sinks, and light frames for cars.
Top casting houses such as Koonze Model match your design, alloy, and order size to the perfect process. Pick the right method early, boost performance, trim waste, and save money- everything high-precision projects need.
3) How to Choose the Right Casting Method for Your Part
Choosing the best casting method for your part isn’t an easy tick-box job. Each project brings its own mix of size, material, budget, and finish that pushes you toward one process over another.
Handy questions to guide your choice include:
- Part size and shape: Does it fit in your palm, or need a forklift?
- Material: Will it be aluminium, bronze, or a stainless steel that hates heat?
- Volume: Are you feeding a single prototype, a short run, or a factory queue of thousands?
- Surface finish and detail: Can rough edges pass, or must you mirror-polish every corner?
- Budget: Can you drop cash on fancy dies, or must the method pay you back fast?
Koonze Model engineers field questions each day and point clients toward the option that fits early. Our in-house simulator runs dozens of what-if scenarios before a tool is cut, trimming delays and hard costs.
| Casting Method | Best For | Surface Finish | Part Complexity | Volume Range | Cost Level |
| Sand Casting | Large, heavy parts | Rough | Low to medium | Low to high | Low |
| Die Casting | Small, high-precision parts | Excellent | Medium to high | Medium to very high | High (tooling) |
| Investment Casting | Detailed, thin-walled parts | Very smooth | High | Low to medium | Medium to high |
| Centrifugal Casting | Hollow, cylindrical parts | Smooth (outer) | Low | Medium | Medium |
| Permanent Mold Casting | Repeatable aluminum or magnesium parts | Good | Medium | Medium to high | Medium |
| Shell Molding | Detailed iron/steel parts | Smooth | Medium | Medium | Medium |
| Vacuum Casting | Prototypes and complex parts | Very smooth | High | Low to medium | Low to medium |
| Lost Foam Casting | Complex one-piece parts | Medium | HIgh | Medium | Medium |
| Plaster Mold Casting | Small non-ferrous parts | Very smooth | Medium | Low | Low |
| Squeeze Casting | Strong, thin-walled parts | Excellent | Medium | Medium | Medium to high |
| Semi-Solid Casting | Slim, complex, strong parts | Good | Medium to high | Medium | High |
| Continuous Casting | Long rods, billets, and bars | Medium | Low | Very high | Low |
4) Final Tips on Selecting the Right Casting Method
When selecting a casting method, match the process to the part’s shape, volume, and performance needs. You don’t need a degree in metalworking, but knowing some key tip can save time and money.
- Start with part size and shape
When the part is big and bulky, sand casting or centrifugal casting gets the job done. Smaller, precise pieces prefer investment or die casting for cleaner detail.
- Know your production volume
Making only a handful of units? Grab sand, vacuum, or plaster casting because they stay flexible and cheap. Pumping out thousands? Die casting or permanent-mold work delivers speed and uniformity.
- Think about your material
Every metal plays nicer with a different technique. Permanent mold shines with aluminum, while sand handles iron, bronze, and steel without complaint.
- Consider surface finish and precision
Ultra-smooth faces or tight tolerances come easiest from investment, squeeze, or semi-solid casting. For many parts, the coarser skin left by sand casting is totally acceptable.
- Look at the tooling and setup costs
Tight budget? Steer clear of die-cast molds and lean on sand or plaster to keep tooling costs low.
- Seek expert advice early
Experts like Koonze can steer you toward the best casting method for your design, material, and order size. Our pre-production models catch errors early and set the stage for a smoother final run. So, wait for what? Get a Quote right now!
5) Conclusion
Grasping the basic metal-casting techniques lets you match a method to your specific part. Each process shines under different design, material, and volume demands. Whether you require a single prototype or a production run in the thousands, the right choice saves time, money, and headaches. With solid guidance and thoughtful planning, you can achieve stellar results on every casting project.